GLEICH Aluminium ist ein Unternehmen, dessen Haupttätigkeit der weltweite Vertrieb von Aluminiumplatten ist. Mit internationaler Präsenz und starkem Fertigungsfokus beliefern sie ein breites Kundenspektrum, das präzisionsgefräste Aluminiumbauteile benötigt.
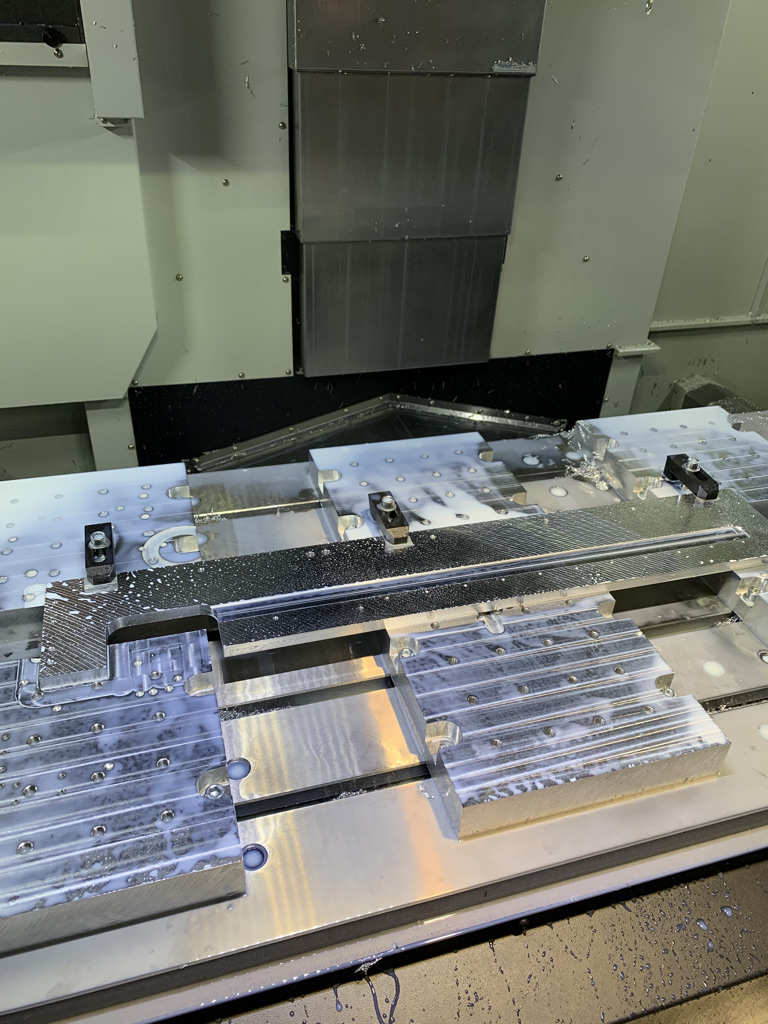
Im Frühjahr dieses Jahres wandte sich die Niederlassung des Unternehmens an CCSOFTCZ mit der Bitte, den Programmierprozess ihres 3-Achs-Bearbeitungszentrums Doosan DNM 7500L zu optimieren — ein großformatiges vertikales Bearbeitungszentrum, das häufig für Fräsen, Bohren und Gewindebearbeitung von Aluminium-Strukturteilen eingesetzt wird.
Die Herausforderung: Programmierung ausschließlich in ISO-Code
Trotz des Betriebs einer modernen und leistungsfähigen Maschine verfügte das Niederlassungsteam nur über begrenzte Erfahrung mit CAD/CAM-Software. Alle Vorbereitungsarbeiten wurden direkt an der Maschine im ISO-Code durchgeführt — ein manueller und zeitaufwändiger Ansatz, der wenig Spielraum für Fehler ließ und hochqualifizierte Bediener zur Programmierung jedes Auftrags erforderte.
Dieser Workflow verursachte mehrere Engpässe:
- Hohe Bedienabhängigkeit — Programmierfehler mussten manuell an der Maschine korrigiert werden.
- Keine 3D-Modellintegration — Werkzeugwege mussten ohne Referenz zu einem 3D-Modell manuell berechnet werden.
- Begrenzte Skalierbarkeit — komplexe Teile mit mehreren Operationen oder Winkelkopfarbeiten erforderten unverhältnismäßig lange Programmierzeiten.
- Keine Simulation — ohne digitale Umgebung bedeutete die Verifikation eines neuen Programms einen Probelauf an der Maschine mit dem Risiko von Werkzeug- und Werkstückschäden.
Die Lösung: Autodesk Fusion + CCSOFTCZ Fanuc-Postprozessor
Nach einer detaillierten Präsentation von Autodesk Fusion und seinen Möglichkeiten — einschließlich 3D-CAD-Modellierung, Werkzeugweggenerierung, Simulation und NC-Code-Ausgabe — entschied sich das GLEICH Aluminium-Team für die Einführung der Plattform.
Autodesk Fusion ist eine cloudbasierte Produktdesign- und Fertigungsplattform, die den gesamten Workflow vom 3D-Modell bis zum fertigen NC-Code abdeckt. Für Fertigungsunternehmen mit Standard-Bearbeitungszentren stellt sie eine der kosteneffektivsten Möglichkeiten dar, eine professionelle CAD/CAM-Umgebung einzuführen — ohne die Komplexität und Kosten traditioneller Enterprise-Systeme.
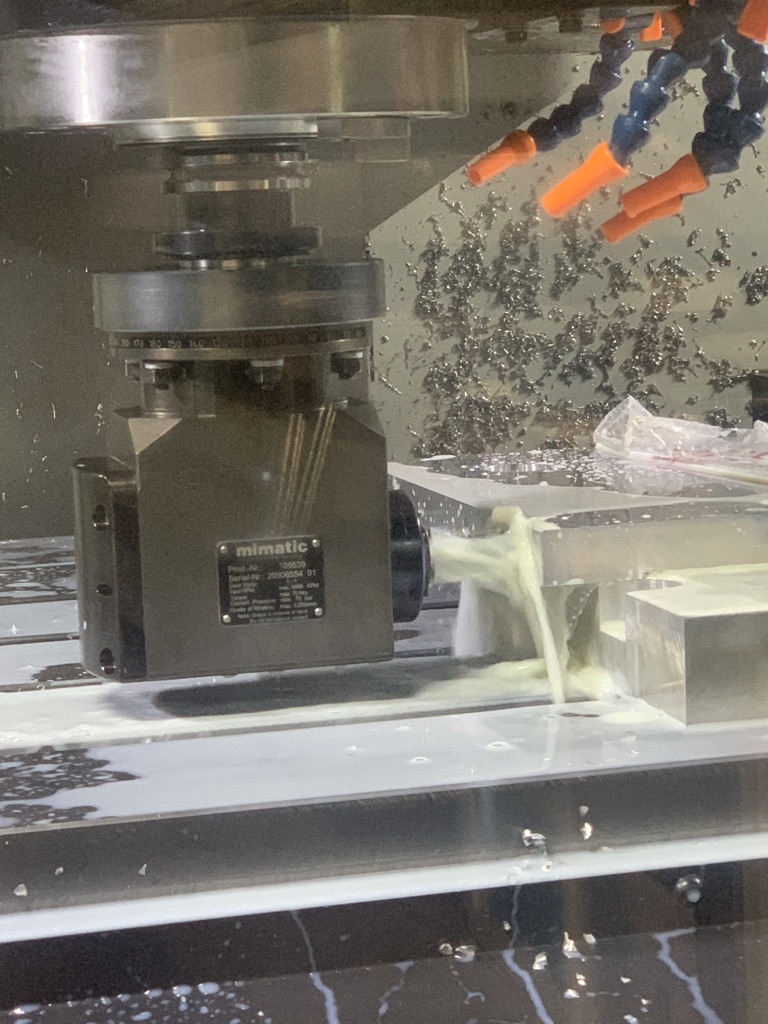
Das entscheidende Bindeglied zwischen Autodesk Fusion und dem Doosan DNM 7500L war der CCSOFTCZ Fanuc-Postprozessor. Die Maschine ist mit einem Fanuc-Steuerungssystem ausgestattet, und die Niederlassung setzt außerdem eine Mimatic-Winkeleinheit ein — einen Präzisions-Winkelkopf, der die Möglichkeiten der Maschine erweitert, um Merkmale zu erreichen, die für eine vertikale Spindel unzugänglich sind.
CCSOFTCZ entwickelte und verfeinerte einen dedizierten JavaScript-Postprozessor (.cps), der:
- G-Code korrekt für die Fanuc-Steuerung ausgibt
- Die kinematischen Anforderungen der Mimatic-Winkeleinheit berücksichtigt
- Werkzeugwechsel, Spindelorientierung und zyklusspezifische Starts für die DNM 7500L-Konfiguration verwaltet
Ohne einen korrekt konfigurierten Postprozessor würden die Werkzeugwege von Autodesk Fusion keinen zuverlässigen G-Code für diese Maschine erzeugen. Der maßgeschneiderte Postprozessor ist die unsichtbare, aber wesentliche Schicht, die das gesamte System zum Laufen bringt.
Implementierung: Drei Tage Schulung
Nach dem Softwarekauf und der Lieferung des Postprozessors führte CCSOFTCZ ein 3-tägiges Schulungsprogramm vor Ort für die Technologen von GLEICH Aluminium durch.
Die Schulung umfasste den gesamten Workflow in Autodesk Fusion — von der Vorbereitung und Anpassung von 3D-Modellen in der CAD-Umgebung über die Einrichtung von Rohmaterial, Vorrichtungen und Werkzeugwegen im CAM-Modul bis zur Generierung und Verifikation des NC-Codes mit dem maßgeschneiderten Fanuc-Postprozessor. Besonderes Augenmerk wurde auf den Winkelkopf-Workflow gelegt, der spezifische Werkzeugwegstrategien und Postprozessor-Bewusstsein erfordert, um Kollisionen zu vermeiden und die Spindel korrekt zu orientieren.
Am Ende der drei Tage war das Team in der Lage, ihren Doosan DNM 7500L eigenständig von einem 3D-Modell bis zu einem verifizierten, simulationsgeprüften NC-Programm zu programmieren — ohne manuelle Eingriffe am Maschinencontroller.
Ergebnisse
Der Wechsel von manueller ISO-Programmierung zu einem vollständigen CAD/CAM-Workflow brachte messbare Verbesserungen im gesamten Produktionsteam von GLEICH Aluminium:
- Schnellere Programmierung — Werkzeugwege, die früher stundenlange manuelle ISO-Kodierung erforderten, werden jetzt in Minuten aus einem 3D-Modell generiert.
- Verbesserte Genauigkeit — 3D-modellbasierte Programmierung eliminiert manuelle Berechnungsfehler und führt zu hohen Erfolgsraten beim ersten Lauf komplexer Teile.
- Simulation vor dem Schneiden — Bediener können Programme digital verifizieren, bevor die Maschine anläuft, was Ausschuss und Werkzeugkosten reduziert.
- Winkelkopfintegration — der maßgeschneiderte Postprozessor ermöglicht zuverlässige, wiederholbare Winkelkopfoperationen ohne manuelle G-Code-Anpassungen.
- Wissenstransfer — die Schulung hinterließ ein unabhängiges, fähiges Team, das neue Teile ohne externe Unterstützung für jedes neue Programm bearbeiten kann.
Fazit
Für GLEICH Aluminium war die Einführung von Autodesk Fusion mit einem maßgeschneiderten CCSOFTCZ Fanuc-Postprozessor eine direkte Antwort auf einen realen Produktionsengpass. Die Kombination aus einer professionellen CAD/CAM-Plattform, einem maschinenspezifischen Postprozessor und strukturierter Schulung lieferte einen vollständigen, produktionsreifen Workflow — und bewegte das Team von manueller ISO-Programmierung zur effizienten, simulationsgestützten NC-Code-Generierung.
Wenn Ihr Unternehmen ein Bearbeitungszentrum ohne dedizierte CAD/CAM-Software betreibt oder die Möglichkeiten Ihrer Maschine mit einem korrekt abgestimmten Postprozessor voll ausschöpfen möchten, kontaktieren Sie CCSOFTCZ, um Ihre spezifische Situation zu besprechen.
