GLEICH Aluminium es una empresa cuya actividad principal es la distribución mundial de placas de aluminio. Con presencia internacional y un fuerte enfoque en la fabricación, trabajan con una amplia gama de clientes que demandan componentes de aluminio mecanizados con precisión.
En la primavera de este año, la sucursal de la empresa se dirigió a CCSOFTCZ con la solicitud de optimizar el proceso de programación de su centro de mecanizado de 3 ejes Doosan DNM 7500L — un centro de mecanizado vertical de gran formato habitualmente utilizado para fresado, taladrado y roscado de piezas estructurales de aluminio.
El Desafío: Programación Exclusivamente en Código ISO
A pesar de operar una máquina moderna y capaz, el equipo de la sucursal tenía experiencia limitada con software CAD/CAM. Todo el trabajo preparatorio se realizaba directamente en la máquina en código ISO — un enfoque manual y laborioso que dejaba poco margen para errores y requería operadores altamente cualificados para programar cada trabajo a mano.
Este flujo de trabajo generaba varios cuellos de botella:
- Alta dependencia del operador — cualquier error de programación requería corrección manual en la máquina.
- Sin integración de modelo 3D — las trayectorias de herramienta debían calcularse manualmente sin referencia a un modelo 3D.
- Escalabilidad limitada — las piezas complejas con múltiples operaciones o trabajo con cabezal angular requerían tiempos de programación desproporcionadamente largos.
- Sin simulación — sin un entorno digital, verificar un nuevo programa significaba ejecutarlo en la máquina, arriesgando daños en herramientas y piezas de trabajo.
La Solución: Autodesk Fusion + Postprocesador Fanuc de CCSOFTCZ
Tras una presentación detallada de Autodesk Fusion y sus capacidades — incluyendo modelado CAD 3D, generación de trayectorias, simulación y salida de código NC — el equipo de GLEICH Aluminium decidió adoptar la plataforma.
Autodesk Fusion es una plataforma en la nube para diseño y fabricación de productos que cubre el flujo de trabajo completo desde el modelo 3D hasta el código NC listo para ejecutar. Para empresas de fabricación que trabajan con centros de mecanizado estándar, representa una de las formas más rentables de introducir un entorno CAD/CAM profesional sin la complejidad y el coste de los sistemas empresariales tradicionales.
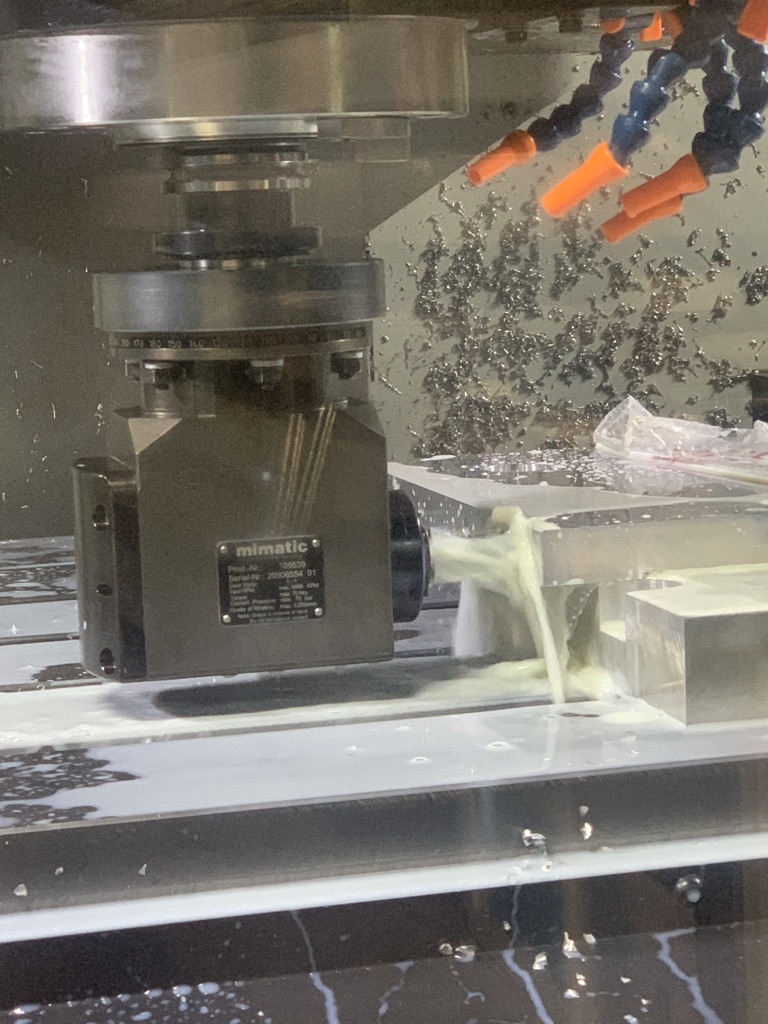
El elemento crítico que une Autodesk Fusion y el Doosan DNM 7500L fue el postprocesador Fanuc de CCSOFTCZ. La máquina está equipada con un sistema de control Fanuc, y la sucursal también utiliza una unidad angular Mimatic — un cabezal en ángulo recto de precisión que amplía las capacidades de la máquina para alcanzar características inaccesibles para un husillo vertical.
CCSOFTCZ desarrolló y perfeccionó un postprocesador JavaScript dedicado (.cps) que:
- Genera correctamente código G para el control Fanuc
- Gestiona los requisitos cinemáticos de la unidad angular Mimatic
- Administra cambios de herramienta, orientación del husillo e inicios de ciclo específicos para la configuración del DNM 7500L
Sin un postprocesador correctamente configurado, las trayectorias de Autodesk Fusion no producirían código G fiable para esta máquina. El postprocesador personalizado es la capa invisible pero esencial que hace funcionar todo el sistema.
Implementación: Tres Días de Formación
Tras la adquisición del software y la entrega del postprocesador, CCSOFTCZ llevó a cabo un programa de formación de 3 días en las instalaciones del cliente para los tecnólogos de GLEICH Aluminium.
La formación cubrió el flujo de trabajo completo en Autodesk Fusion — desde la preparación y modificación de modelos 3D en el entorno CAD, pasando por la configuración de stock, amarres y trayectorias en el módulo CAM, hasta la generación y verificación del código NC con el postprocesador Fanuc personalizado. Se prestó especial atención al flujo de trabajo con cabezal angular, que requiere estrategias de trayectoria específicas y conocimiento del postprocesador para evitar colisiones y orientar correctamente el husillo.
Al final de los tres días, el equipo fue capaz de programar de forma independiente su Doosan DNM 7500L desde un modelo 3D hasta un programa NC verificado y probado en simulación — sin intervención manual en el controlador de la máquina.
Resultados
El cambio de la programación ISO manual a un flujo de trabajo CAD/CAM completo aportó mejoras medibles en todo el equipo de producción de GLEICH Aluminium:
- Programación más rápida — las trayectorias que antes requerían horas de codificación ISO manual ahora se generan en minutos desde un modelo 3D.
- Mayor precisión — la programación basada en modelo 3D elimina errores de cálculo manual, resultando en altas tasas de éxito en el primer mecanizado de piezas complejas.
- Simulación antes del corte — los operadores pueden verificar programas digitalmente antes de iniciar la máquina, reduciendo desechos y costes de herramientas.
- Integración del cabezal angular — el postprocesador personalizado permite operaciones con cabezal angular fiables y repetibles sin ajustes manuales del código G.
- Transferencia de conocimiento — la formación dejó un equipo independiente y capacitado que puede gestionar nuevas piezas sin soporte externo para cada nuevo programa.
Conclusión
Para GLEICH Aluminium, adoptar Autodesk Fusion con un postprocesador Fanuc personalizado de CCSOFTCZ fue una respuesta directa a un cuello de botella real en la producción. La combinación de una plataforma CAD/CAM profesional, un postprocesador específico para la máquina y formación estructurada entregó un flujo de trabajo completo y listo para producción — llevando al equipo de la programación ISO manual a la generación eficiente de código NC guiada por simulación.
Si su empresa opera un centro de mecanizado sin software CAD/CAM dedicado, o si desea aprovechar al máximo las capacidades de su máquina con un postprocesador correctamente ajustado, contacte con CCSOFTCZ para analizar su situación específica.
